
جوشکاری به عنوان یکی از روشهای مهم در صنایع فلزی، از اهمیت بسیاری برخوردار است و در انواع مختلف صنایع به کار میرود. این فرآیند برای ساخت سازههای فلزی بزرگ مانند پلها، ساختمانها، و وسایل حمل و نقل ضروری است، که باید از جوشهای با کیفیت بالا استفاده شود.
همچنین، در صنایع خودروسازی، جوشکاری در تولید و تعمیر قطعات خودرو بسیار اساسی است. در ادامه می خواهیم در مورد عیوب جوش و جوشکاری و انواع آن آشنا می کنیم. پس با ما همراه باشید.
پیشنهاد میشود: آموزش جوش لوله گاز
عیوب جوش و جوشکاری و انواع آن
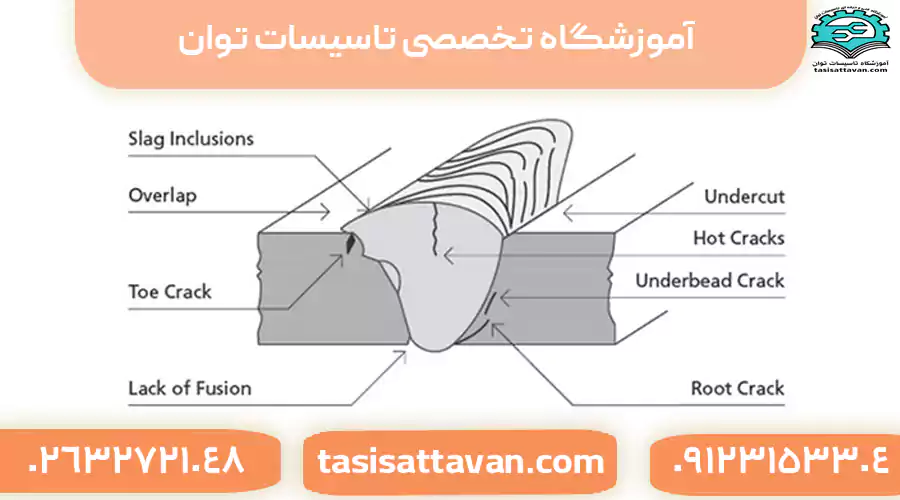
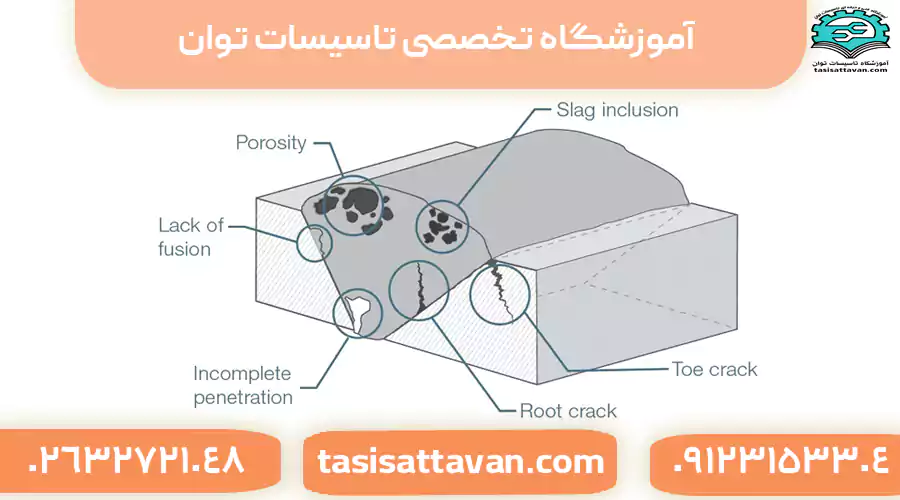
این موارد معمول در فرآیند جوشکاری بهعنوان مشکلاتی که میتوانند به وجود بیایند و کیفیت جوش را تحت تاثیر قرار دهند، شناخته میشوند:
- عدم ذوب شدن
- عدم نفوذ کامل سیم جوش
- تخلخل
- به وجود آمدن بریدگی
- وجود ناخالصیهای حبس شده
- سر رفتن جوش روی فلز اصلی
- گرده جوش اضافی
- لکه قوس
- وجود ترک
- پر نشدن شیارها
- جرقه و پاشش
پیشنهاد میشود مطالعه کنید: جوشکاری ترمیت

رفع عیوب جوشکاری
عدم ذوب شدن
یکی از مشکلات شایع در فرآیند جوشکاری، ذوب ناقص سیم جوش و عدم اتصال صحیح آن به فلز اصلی است. این مسئله معمولاً در صورت وجود آلودگیهایی مانند گرد و خاک، روغن، زنگ زدگی، گل جوش و غیره روی سطح قطعات فلزی به وجود میآید. همچنین، کمبود حرارت میتواند باعث شود که سیم جوش بهطور کامل ذوب نشده و مشکلاتی ایجاد شود.
عوامل دیگری نیز وجود دارند که میتوانند منجر به ذوب ناقص سیم جوش شوند، از جمله استفاده از الکترود نامناسب،قطب اشتباه، استفاده نادرست از جریان گاز، اتصال نادرست، سرعت دست نامناسب و موارد مشابه.
عدم نفوذ کامل سیم جوش
یکی از دیگر عیوب رایج در فرآیند جوش، عدم نفوذ کامل سیم جوش است که این مسئله زمانی به وجود میآید که سیم جوش پس از ذوب شدن، به خوبی در شیارهای مورد نظر نفوذ نمیکند. در این صورت، اتصال دو قطعه به خوبی برقرار نخواهد شد و کیفیت فرآیند جوشکاری به شدت تحت تأثیر قرار میگیرد.
وجود تخلخل
تخلخل یکی دیگر از نقاط ضعف در فرآیند جوش و جوشکاری است. این مشکل زمانی پیش میآید که حبابها یا گازهایی که زیر سطح جوش ذوب شدهاند، درون جوش حبس میشوند و تا زمانی که فلز سرد نشده باشد، از آن خارج نمیشوند.
علت بروز این مشکل شامل شدت جریان بالا، طول قوس طولانی، وجود باد در حین جوشکاری، رطوبت، استفاده از الکترودهای کیفیت پایین و… باشد.
این نقص به صورت پراکنده در سطح جوش حضور داشته باشد، یا به صورت یک حفره بزرگ در قسمت اصلی جوش نمایان شود. وجود حفرههای سطحی به میزان قابل توجهی از حفرههای عمقی خطرناکتر است، زیرا تخلخل سطحی میتواند به طور مستقیم بر مقاومت جوش تاثیر بگذارد.
برای جلوگیری از بروز چنین مشکلاتی در طول فرآیند جوشکاری، حتماً باید به نکات زیر توجه کنید:
- اطمینان از خشک بودن الکترود قبل از استفاده
- تنظیم صحیح شدت جریان؛ میزان شدت جریان باید مطابق با نوع الکترود و ضخامت جوشکاری تنظیم شده باشد.
- کنترل طول قوس؛ طول قوس باید بهطور صحیح تنظیم شده و مطابق با نوع جوش و الکترود باشد.
- متوقف کردن فرآیند جوشکاری در صورت شرایط آب و هوایی نامساعد؛ در صورت وجود باد، باران یا رطوبت زیاد، بهتر است فرآیند جوشکاری را متوقف کرده و منتظر شرایط بهتر باشید.
به وجود آمدن بریدگی
بریدگی به معنای وجود شیار ذوب شده روی فلز است که در انتهای ساق جوش قرار دارد و فلز جوش آن را پر نکرده است. این مشکل معمولاً در شرایطی پیش میآید که شدت جریان و یا طول قوس بسیار بالا باشد، که این موضوع باعث جدا شدن یا سوزش قسمتهایی از فلز اصلی میشود.
در نتیجه، شیارهایی در قسمتهای آسیب دیده شکل میگیرند که ممکن است باعث ضعف بزرگی در فرآیند جوشکاری شوند. اما این مشکل با جوشکاری مجدد قسمتهای آسیب دیده و استفاده از الکترودهای کوچکتر به راحتی قابل حل است.
وجود ناخالصی های حبس شده
هنگامی که مواد غیرفلزی درون جوش فلزی حبس میشوند، به آن حبس سرباره گفته میشود. این مشکل به طور معمول در جوشکاریهای زیرپودری رخ میدهد.
به محض ذوب شدن الکترودها در فرایند جوشکاری، گلجوشهایی که از اکسید فلزات و ترکیبات دیگر تشکیل شدهاند، به وجود میآیند. این گلجوشها به دلیل وزن کمتر نسبت به فلز ذوب شده، به راحتی از سطح مذاب جدا میشوند.
با این حال، در شرایط خاص، مواد ذوب شده به سرعت سرد شده و گلجوش فرصت کافی برای رسیدن به سطح کار را نداشته باشد.
همچنین، در برخی موارد، اجرای چندین پاس جوش بدون انتظار برای سرد شدن پاسهای قبلی، میتواند منجر به حبس گلجوش و مشکلات دیگر شود. بنابراین، برای هر پاس، لازم است گلجوش آن را جدا کرده و سپس به اجرای پاس جدید پرداخت.
پیشنهاد میکنیم: آموزش لوله کشی گاز ساختمان
۴ عیوب جوش در بازرسی چشمی
- ترک ها: این ناپیوستگیها، که اغلب با نگاهی چشمی قابل مشاهده هستند، بحرانی ترین انواع عیوب جوش محسوب میشوند و حتی حد پذیرشی نیز ندارند؛ به این معنا که در صورت مشاهده، قطعاً باید قبول نشده و رد شوند.
- ذوب ناقص: ذوب ناقص به موقعیتی اشاره دارد که فلز جوش بین سطوح ذوب و لایههای جوش به طور کامل ذوب نشده است، و عواملی نظیر آمپر کم، سرعت جوشکاری بالا، ضخامت بالای قطعات، زاویه نامناسب الکترود و عدم تمیزکاری بین پاسها، میتوانند منجر به این عیب شوند.
- بریدگی کنار جوش: ناپیوستگی سطحی، یک مشکل در فرآیند جوشکاری است که به شکل شیار خطی در فلز پایه ایجاد میشود. این مشکل ممکن است به عواملی مانند شدت جریان، زاویه و سرعت جوشکاری برگردهد. جهت جلوگیری از آن، باید پارامترهای جوشکاری به دقت کنترل شوند.
- پاشش جرقه: پاشش جرقه بیش از حد ناشی از چند عامل است، از جمله استفاده از الکترود مرطوب یا اشتباه در قطبیت، همچنین آمپر بالا نیز میتواند این مشکل را تشدید کند.
نتیجه گیری
در مقاله بالا در مورد عیوب جوش و جوشکاری و انواع آن توضیح دادیم. همچنین ۴ مورد از عیوب جوش در بازرسی چشمی نیز اطلاعات مفیدی در اختیارتان قرار دادیم.
اگر شما نیز به انجام کارهای فنی علاقه دارید می توانید با مراجعه به بهترین آموزشگاه فنی در کرج و شرکت در کلاس آموزش جوش لوله گاز اطلاعات خود را تکمیل کرده کنید سپس به کسب درآمد بپردازید. جهت دریافت اطلاعات بیشتر با شماره های ۰۹۱۲۳۱۵۳۳۰۴ – ۰۲۶۳۲۷۲۱۰۴۸ تماس بگیرید.
سوالات متداول
۱- عیب لکه قوس در جوشکاری چیست؟
عیب لکه قوس در جوشکاری معمولاً به ناپایداری در جریان الکتریکی و ناهمواری در انتقال حرارت بین الکترودها و قطعه کاری برمیگردد. این مشکل به دلیل استفاده از الکترودهای مرطوب، قطبیت نادرست یا جریان آمپر بالا رخ دهد.
۲- استاندارد عیوب جوش به چه معناست؟
استاندارد عیوب جوش مجموعهای از معیارها و شرایط است که به منظور ارزیابی کیفیت جوش و تشخیص عیوب مختلف آن تعیین میشود. این استانداردها شامل مواردی مانند اندازه و شکل عیوب، نوع و میزان فلزات جایگزین و شرایط محیطی جوشکاری میشود.