
انواع وضعیت جوشکاری چیست؟ مشاغل مختلفی مانند ساختمان سازی، ماشین سازی و… به جوشکارهای ماهر نیاز دارند که با انواع وضعیت جوشکاری به صورت حرفه ای آشنا باشند.
اگر علاقه دارید در این زمینه فعالیت کنید باید در یک آموزشگاه معتبر که به عنوان بهترین آموزشگاه فنی در تهران و کرج باشد سر بزنید. در آموزشگا فنی باید به صورت تخصصی آموزش ببینید و مدرک دریافت کنید. در ادامه مسیر آموزش جوش لوله گاز ما به شما مباحثی که در آموزشگاه توان تدریس می شوند را توضیح می دهیم تا بیشتر با این مجموعه آشنا شوید.
انواع وضعیت جوشکاری چیست؟
در هنگام جوشکاری قطعات و ابزارهای صنعتی، بسته به ابعاد قطعات و نوع اجرای جوشکاری، وضعیتهای مختلف فیزیکی به وجود میآیند که این شرایط مختلف به ایجاد حالتهای مختلف جوشکاری منجر میشوند.
وضعیت جوشکاری یکی از مهمترین پارامترهای این فرآیند است. بنابراین، برای انجام جوشکاری در حالتهای مختلف، آشنایی با راهکارها، مسائل و ویژگیهای هر یک از این حالتها ضروری است. اپراتور جوشکار باید تمامی تدابیر و روشهای لازم را برای انجام یک جوشکاری با کیفیت به کار گیرد.
مطالعه بیشتر: اعوجاجهای جوشی چیست؟ و انواع پخهای جوشکاری
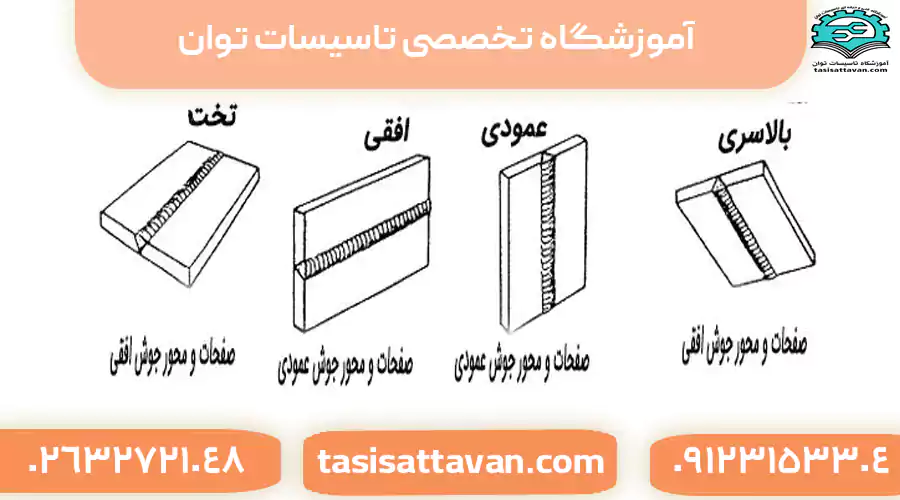
انواع وضعیت های جوشکاری صفحه ای
حالت زیر دستی یا تخت:
- یکی از وضعیتهای مهم در جوشکاری، حالت تخت بوده که به طور معمول انجام میشود. در این وضعیت، مواد ذوب شده تحت تاثیر نیروی جاذبه به راحتی بر روی قطعه کار پخش و این امر فرآیند جوشکاری را تسهیل میکند.
- طراحی قیدها و فیکسچرها در حالت تخت به گونهای است که قطعات به دقت در جای خود ثابت شده و آماده جوشکاری میشوند. در این حالت، قطعات سازه در زیر دست جوشکار قرار دارند و الکترود به صورت عمود بر بالای سازه قرار میگیرد.
- این موقعیت باعث میشود تا فرآیند آمادهسازی و سرهم کردن تجهیزات برای جوشکار به مراتب سادهتر و راحت تر باشد. این نوع وضعیت جوشکاری به نام Flat نیز شناخته میشود. جوشکاری flat به دلیل سهولت در انجام و کنترل جوش، یکی از پرکاربردترین روشهای جوشکاری به شمار میآید.
حالت افقی
- در این وضعیت، قطعات سازه به صورت افقی قرار میگیرند و الکترود به طور عمودی بر روی آنها مستقر میشود تا فرآیند جوشکاری انجام شود. این نوع جوشکاری که در حالت افقی انجام میشود، نسبت به حالت تخت چالش بیشتری دارد.
- به دلیل خاصیت جاذبه، مواد مذاب به سمت پایین خط جوش حرکت میکنند. برای مدیریت این وضعیت، لازم است که جوشکاری با سرعت بیشتری انجام شود یا شدت جریان جوشکاری کاهش یابد تا کنترل بیشتری بر روی مواد مذاب حاصل شود. این حالت از جوشکاری به نام Horizontal نیز شناخته میشود.
حالت عمودی
در این حالت، جوشکاری به صورت عمودی صورت گرفته به طوری که خط جوش از پایین به بالا یا بالعکس ایجاد میشود. معمولاً جوشکاری از پایین به بالا انجام می شود تا مهرههای جوش به درستی روی یکدیگر قرار گیرند و اتصالات قویتری ایجاد شود. به دلیل این نوع وضعیت جوشکاری، این حالت به عنوان جوشکاری عمودی یا Vertical شناخته میشود.
جوشکاری بالای سر
- جوشکاری در وضعیت بالای سر یکی از پیچیدهترین و چالشبرانگیزترین حالتهای جوشکاری است. در این حالت، مواد مذاب به دلیل تاثیر نیروی جاذبه به سمت پایین حرکت میکنند، بنابراین جوشکار باید از مهارت و دقت بالایی برخوردار باشد تا جوشکاری را با کیفیت مطلوب انجام دهد.
- در این وضعیت، برای جلوگیری از ریزش مواد مذاب، شدت جریان باید نسبت به سایر حالتهای جوشکاری کاهش یابد. استفاده از الکترودهای مخصوص که برای این نوع جوشکاری طراحی شدهاند، ضروری است. به دلیل خطرات احتمالی ناشی از جرقهها و مواد مذاب، رعایت دقیق نکات ایمنی برای جوشکار الزامی است.
- استفاده از ماسک جوشکاری، لباس مناسب و دیگر تجهیزات حفاظتی باید به طور کامل رعایت شود. این حالت جوشکاری به نام Overhead نیز شناخته میشود.
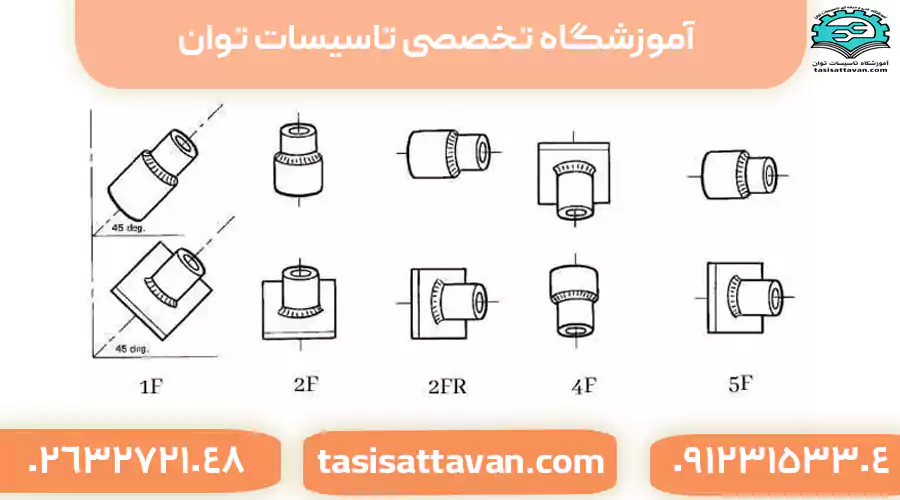
انواع حالت های جوشکاری لوله + تکنیک
وضعیت افقی:
در این وضعیت جوشکاری، لولهها میتوانند ثابت یا در حال چرخش باشند و جوشکاری به صورت افقی انجام میشود. برای مثال، در جوشکاری لولههای فولادی که برای انتقال گاز استفاده میشوند، از این روش بهره میگیرند.
در این حالت، الکترود جوشکاری ثابت است. در الکترود ثابت در حالی که لولههای فولادی انتقال گاز به دور محور خود میچرخند. این تکنیک به دلیل دقت و کارایی بالایی که ارائه میدهد، به ویژه در جوشکاری خطوط لولههای انتقال گاز بسیار مورد استفاده قرار میگیرد.
وضعیت جوشکاری تخت
در این حالت، جوشکاری به صورت مشابه با جوشکاری صفحات تخت صورت میگیرد، با این تفاوت که اپراتور از بالای لوله جوشکاری را کنترل میکند. در این حالت لوله در حال چرخش است.
این شرایط به جوشکار این امکان را میدهد که با دقت بیشتری جوشکاری را روی سطح لوله انجام دهد. زیرا میتواند حرکت دورانی لوله را به دقت کنترل و بدین ترتیب به نتایج بهتری در جوشکاری دست یابد.
حالت عمودی
محور جوشها اغلب به صورت عمودی است و در موقعیت جوشکاری لولهها در حالت عمودی قرار دارد. جوشکار در این حالت به صورت افقی جوشکاری میکند و بسته به نوع پروژه، امکان دارد لوله در حال چرخش یا ثابت باشد.
حالت دوار
این این وضعیت لوله می تواند مانند وضعیت تخت قرار داشته باشد، اما با این تفاوت که در این حالت لوله ثابت است و جوشکار به دور آن میچرخد. این حالت ترکیبی از وضعیتهای تخت، عمودی و بالاسری است.
وضعیت زاویه ۴۵ درجه
محور لوله با زاویه ۴۵ درجه تشکیل شده که این باعث میشود این نوع جوشکاری بسیار دشوار باشد. جوشکار هایی که قادر به انجام این نوع از جوشکاری هستند، معمولاً حالتهای دیگر جوشکاری را به راحتی انجام می دهند.
حرکت دست در جوشکاری سربالا چگونه است؟
در جوشکاری سربالا، حرکت دست از پایین به بالا صورت میگیرد. این نوع حرکت برای جلوگیری از ریختن مواد ذوب شده به سمت پایین و به عمل آوردن جوشکاری با کیفیت مطلوب استفاده میشود.
اپراتور جوشکاری، با حرکت مداوم و یکنواخت دست به سمت بالا، جوشکاری را انجام داده و نوسانات دست را به حداقل میرساند. این نوع حرکت دست، اغلب در جوشکاری لولهها و سطوح عمودی به کار گرفته میشود.
انواع حرکت دست در جوشکاری لوله
- در وضعیت جوشکاری عمودی، زاویه الکترود نسبت به خط جوش معمولاً در بازه ۷۰ تا ۸۰ درجه واقع میشود و حرکت دست باید با زاویهای حدوداً ۴۵ درجه نسبت به سطح کار صورت گیرد. در این نوع جوشکاری، کنترل نوسانات دست و زاویه الکترود بسیار مهم است.
- در جوشکاری افقی، حرکت دست و گرده جوش باید یکنواخت باشد و نوسان دست و الکترود ضروری نیست. در پاس اول، زاویه الکترود باید از بالا به زاویهای در بازه ۵۵ تا ۶۵ درجه و از پایین به زاویهای در بازه ۱۱۵ تا ۱۲۵ درجه باشد.
- در پاس دوم، زاویه الکترود باید از بالا زاویهای در بازه ۹۵ تا ۱۰۵ درجه و از پایین به زاویهای در بازه ۶۵ تا ۷۵ درجه داشته باشد.

حالت جوشکاری tig چگونه است؟
جوشکاری TIG یکی از روشهای پیشرفته جوشکاری است که در آن از یک الکترود فلزی با پوشش گاز برای ایجاد جوش استفاده میشود. مخفف TIG به معنی Tungsten Inert Gas است و به دلیل استفاده از الکترود تنگستن برای ایجاد قوس الکتریکی، این نوع جوشکاری نیز به نام جوشکاری با قوس Tungsten Arc شناخته میشود.
در جوشکاری TIG، الکترود تنگستن با یک قطر خیلی کوچک (حدود ۱/۱۶ اینچ) به یک سیم متصل است. جوشکار با استفاده از پدال کنترل، جریان الکتریکی را تنظیم میکند و با قرار دادن قطعه کار و الکترود در معرض یک محیط محافظ گاز (معمولاً آرگون یا هلیم)، قوس الکتریکی را ایجاد میکند.
آموزش جوشکاری 3g
در مطلب بالا در مورد انواع وضعیت جوشکاری توضیح دادیم. مواردی که ذکر شد گوشه ای مباحثی است که در آموزشگاه تاسیسات توان در کلاس های آموزش جوش لوله گاز تدریس می شود. اگر شما نیز دوست دارید در این زمینه آموزش ببینید ما به شما این مجموعه را پیشنهاد می دهیم.
جهت دریافت اطلاعات بیشتر درمورد کلاس های آموزشی و هزینه ها با شماره های ۰۹۱۲۳۱۵۳۳۰۴ – ۰۲۶۳۲۷۲۱۰۴۸ تماس بگیرید.