
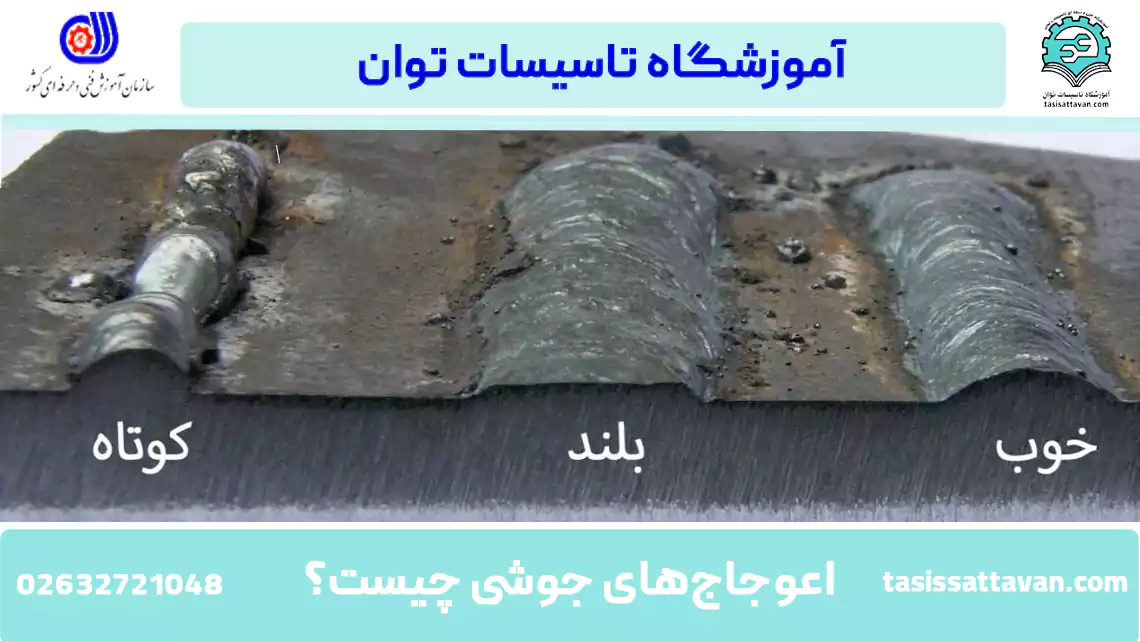
اعوجاج های جوشی چیست؟ اعوجاج در جوشکاری به تغییرات ظاهری و تاب برداشتن قطعات در اثر فرکانس حرارت و سیگنال فرآیند جوشکاری اشاره دارد. این مشکل یکی از معایب رایج در جوشکاری است که باعث اختلاف در ابعاد نهایی قطعات میشود.
خوشبختانه، روشهای متعددی برای مدیریت و پیشگیری از اعوجاج وجود دارد که در ادامه مسیر آموزش جوش لوله گاز به بررسی آنها میپردازیم. اگر به دنبال اطلاعات بیشتری در این زمینه هستید، تا انتهای این مقاله با ما همراه باشید.
در فرآیند جوشکاری، امکان دارد مشکلاتی مانند تاب برداشتن قطعات یا اسکلت فلزی یا ستون در سازههای فلزی رخ دهد که به این پدیده، اعوجاج یا پیچیدگی میگویند. این مشکل به عنوان یکی از عیوب رایج در جوشکاری شناخته میشود. در حین جوشکاری، تغییرات دمایی سریع سیم فلز یا فلز پایه، موجب تاب برداشتن قطعات میشود.
اعوجاج میتواند باعث ناهماهنگی در ابعاد نهایی جوش شود. اعوجاج عملیات جوشکاری را با مشکل مواجه میکند. این پدیده به تجربه اپراتور وابسته نیست و حتی جوشکاران حرفهای نیز احتمال دارد با آن روبرو شوند. در واقع، پیچیدگی قطعات در جوشکاری یکی از رایجترین اتفاقات است.
اعوجاج در جوشکاری امری غیرعادی نیست، این امر امکان دارد برای هر اپراتوری رخ دهد. در ادامه، به بررسی چگونگی وقوع این پدیده و روشهای جلوگیری از آن و تنش پسماند خواهیم پرداخت.
مطالعه بیشتر: آموزش جوشکاری لوله گاز به صورت گردان چگونه است؟
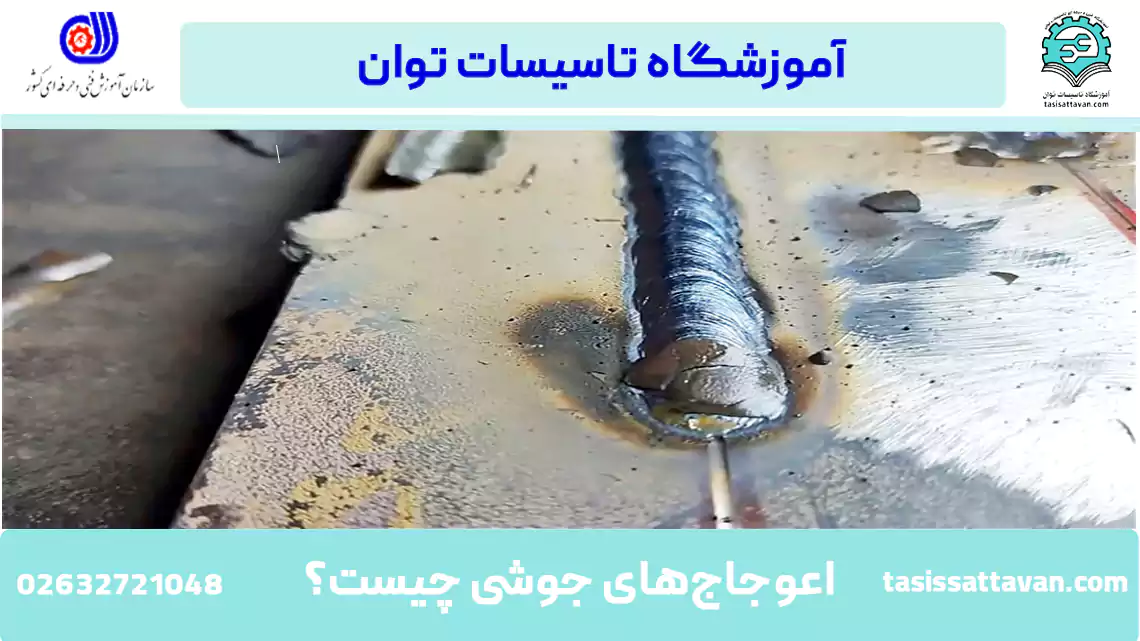
دویدگی ورق در جوشکاری به پدیدهای گفته میشود که در آن ورقهای فلزی پس از جوشکاری دچار تغییر شکل و انحراف میشوند. این مشکل معمولاً به دلیل عدم یکنواختی در توزیع حرارت در طول فرآیند جوشکاری ایجاد میشود. به عبارتی، گرما به طور نامتوازن به نقاط مختلف ورق منتقل میشود که باعث انبساط و انقباض نابرابر و در نتیجه، تغییر شکل ورق میشود.
این مشکل میتواند به چندین عامل بستگی داشته باشد:
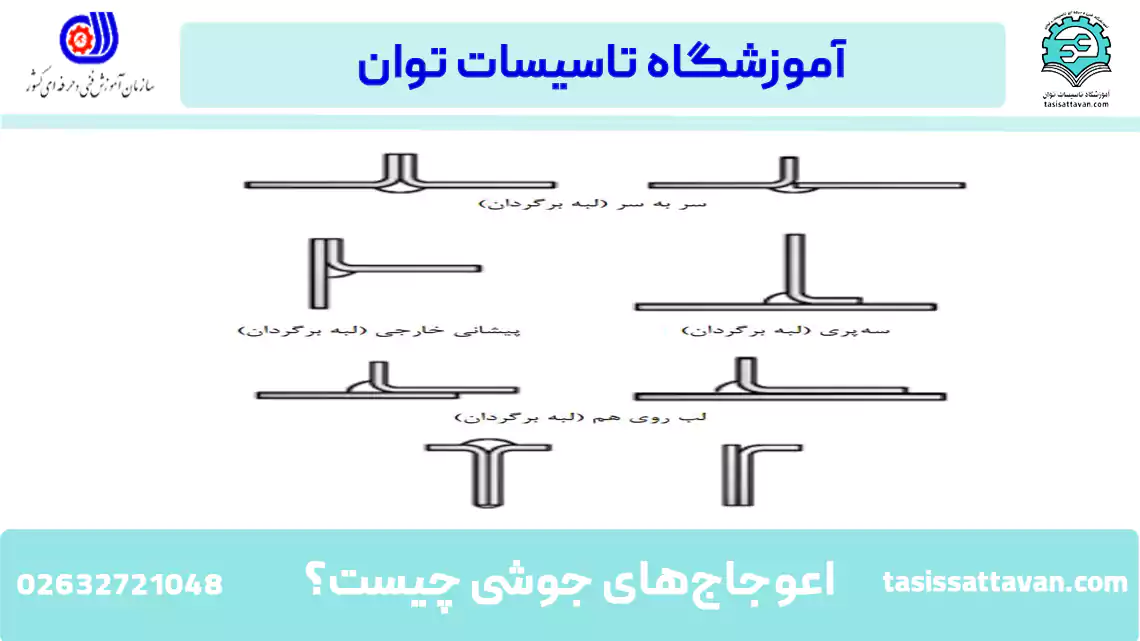
در جوشکاری، انواع مختلفی از پخها استفاده میشود که هر کدام ویژگیها و کاربردهای خاصی دارند. به عنوان مثال:
۱. پخهای V شکل: این پخها با ایجاد یک شکاف به شکل V بین دو لبه، اتصالات محکمی را فراهم میکنند. اما برای پر کردن شکاف نیازمند مقدار بیشتری از مواد هستند.
۲. پخهای J شکل: این نوع پخ با ایجاد شکافی به شکل J در لبه لوله، اتصالات یکنواختتری را فراهم میکنند. از این پخها برای کاهش مصرف مواد و افزایش سرعت در انجام جوشکاری استفاده میشود.
۳. پخهای دیگر: علاوه بر این دو نوع، پخهای دیگری مانند پخهای U شکل و پخهای دستی نیز وجود دارند که بسته به نیاز و شرایط کاربرد مورد استفاده قرار میگیرند.
استفاده از پخهای مناسب و منطبق با نیازهای کاربردی، به بهبود کیفیت و کارایی جوشکاری کمک میکند.
پخ زنی یا Plug Weld، روشی در جوشکاری است که دو قطعه فلزی را اتصال میدهد. یک پخ به صورت نقطهای بین دو لایه فلزی وارد میشود، معمولاً در اتصالات برگبهبرگ. این روش برای صنایع مختلف از جمله خودروسازی و ساختمانی مفید است.
برای جلوگیری از دویدگی ورق، میتوان اقدامات زیر را انجام داد:

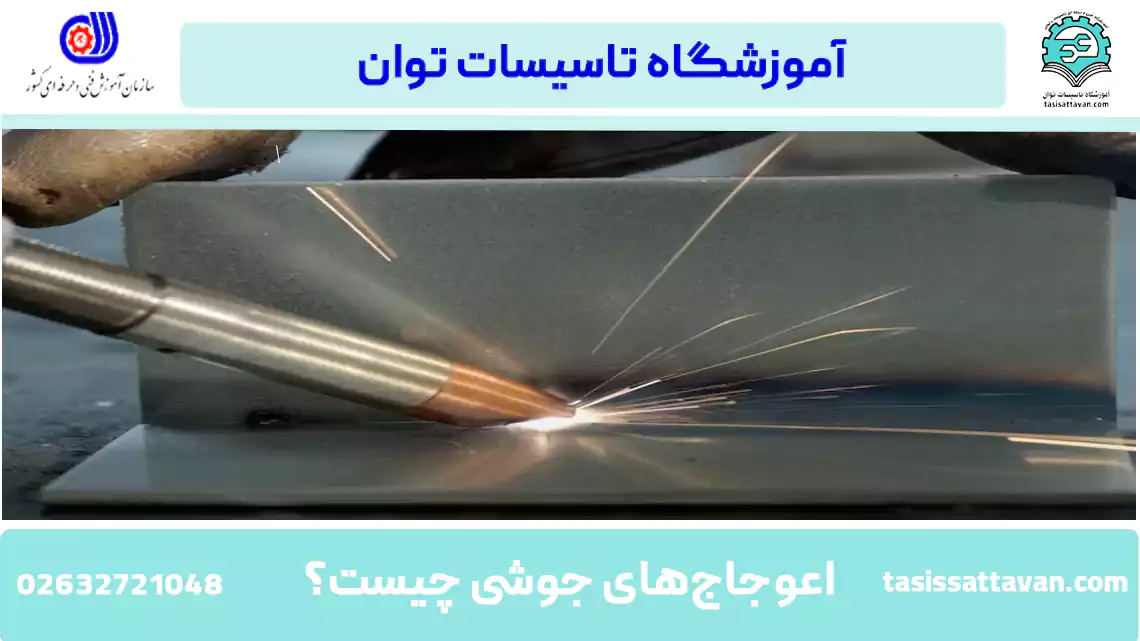
در زمان جوشکاری، ایجاد تغییرات دمایی میتواند به اعوجاج یا پیچیدگی قطعات منجر شود. اما تنها تغییرات دما عامل این مشکل نیست؛ عوامل متعددی میتوانند در تاب برداشتن قطعات نقش داشته باشند.
به طور ساده، حرارت تولید شده در حین جوشکاری میتواند باعث کاهش استحکام و افزایش دمای سطح جوش شود. این تغییرات دمایی منجر به انبساط حرارتی و افزایش حرارت ویژه میشوند که در نهایت، اعوجاج را به وجود میآورند.
استفاده از دستگاههای مناسب جوشکاری میتواند تاثیر زیادی در کاهش این مشکلات داشته باشد.
برای کسب اطلاعات بیشتر درباره دستگاههای مناسب و دریافت راهنماییهای لازم، طی آموزش مسیر جوشکاری لوله گاز، مجموعه آموزشی تاسیسات توان کمک بگیرید.
اعوجاج و پیچیدگی در جوشکاری به دلیل تغییرات حرارتی و انقباضات درونی فلزات رخ میدهد. هنگام جوشکاری، انبساط و انقباض نابرابر فلز پایه یا جوش باعث تاب برداشتن، خمش یا اعوجاج قطعه میشود.
این مشکل در تمامی فلزات نیازمند دقت و روشهای مناسب مدیریت است. برای کاهش این مشکلات، اپراتورها باید دقت خود را در کنترل اتصالات و استفاده از تکنیکهای صحیح جوشکاری افزایش دهند.
اعوجاج و پیچیدگی در جوشکاری ناشی از تغییرات حرارتی و عوامل مختلفی است که به آنها اشاره میکنیم:
– ولتاژ و آمپر: تنظیم نادرست این پارامترها میتواند باعث اعوجاج شود.
– Heat Input: نحوه حرکت دادن نازل نیز تاثیر زیادی دارد. همه پارامترها باید بر اساس اصول جوشکاری تنظیم شوند تا از اعوجاج جلوگیری شود.
– ضریب انتقال حرارت و انبساط حرارتی: این خصوصیات فلز پایه نقش مهمی در اعوجاج دارند. برای مثال، آلومینیوم به دلیل ضریب انبساط حرارتی بالاتر نسبت به فولاد، بیشتر مستعد اعوجاج است.
– پخزدن صحیح: انجام نادرست پخزنی میتواند اعوجاج ایجاد کند. برای کاهش اعوجاج، از روش پخش شدن دو طرفه استفاده کنید که در آن حرارت به طور یکنواخت از دو طرف فلز توزیع میشود.
– مونتاژ صحیح: مونتاژ نادرست قطعات میتواند باعث تاب برداشتن شود. اتصالات باید بر اساس اصول جوشکاری باشند و درجه آزادی قطعات نیز مورد توجه قرار گیرد.
در جوشکاری، عوامل مختلفی میتوانند به ایجاد اعوجاج و پیچیدگی منجر شوند. برخی از این عوامل شامل موارد زیر است:
با شناخت این عوامل و روشهای پیشگیری، میتوان از ایجاد اعوجاج در جوشکاری جلوگیری کرد و کیفیت جوش را بهبود داد.
اعوجاج و پیچیدگی در جوشکاری میتوانند مشکلاتی جدی را ایجاد کنند. برای جلوگیری و کاهش این مشکلات، میتوان از روشهای مختلفی استفاده کرد. در زیر به برخی از این روشها اشاره میکنیم:
استفاده از این روشها به منظور کاهش اعوجاج و پیچیدگی در جوشکاری میتواند بهبود محسوسی در کیفیت جوش و اتصالات داشته باشد. هر روش باید با توجه به شرایط موجود و نیازهای خاص مورد بررسی و اجرا قرار گیرد.
از همراهی شما تا انتهای مقاله کمال تشکر را داریم. مجموعه آموزشی تاسیسات توان در این محتوای آموزشی اطلاعاتی درباره اعوجاج چیست یا پیچیدگیهای جوشکاری چیست اطلاعاتی را در اختیار شما قرار داد.
در ادامه به بررسی اهمیت اعوجاج و انواع پخ زنی و روشهای پیشگیری اعوجاج در جوشکاری و … پرداخته شد. در صورتی که علاقمند به شرکت در دورههای آموزشی جوشکاری لوله گاز به صورت حرفه ای هستید می توانید با مجموعه ما در تماس باشید.
شماره تماس مجموعه تاسیسات توان (بهترین آموزشگاه فنی در کرج) مندرج در صفحه است.


