
انواع پخ های جوشکاری به چه صورت است؟ اگر فنی کار هستید یا دوست دارید در زمینه جوشکاری اطلاعات کسب کنید، قطعا برایتان سوال پیش میآید که پخ های جوشکاری به چه صورت هستند یا چگونه می توان در انجام انواع پخ های جوشکاری مهارت کسب کرد؟
در ا مقاله مسیر آموزش جوش لوله گاز ما شما را با انواع آن آشنا می کنیم. اما از آنجایی که این مطالب گسترده هستند بهتر است برای یادگیری بهتر به آموزشگاه مراجعه کرد.
اگر به انجام کار فنی مانند جوشکاری علاقه دارید این مطلب برای شماست. تا انتها ما را همراهی کنید.
مدل های پخ های جوشکاری
- برای یکپارچه کردن قطعات مختلف در سازههایی که از بخشهای متعدد تشکیل شدهاند، از اتصالات جوشکاری استفاده میشود. اهمیت اتصالات در یکپارچهسازی این سازهها بسیار قابل توجه است. اتصالات جوشکاری یکی از پارامترهای کلیدی در فرآیند جوشکاری بوده که نیازمند توجه و دقت ویژه است.
- پخ های جوشکاری به دو دسته تقسیم میشوند: اتصالات متحرک که قابلیت باز و بسته شدن دارند و اتصالات ثابت که این قابلیت را ندارند و به طور کامل ثابت هستند. اتصالات جوشکاری انواع مختلفی دارند که در ادامه به بررسی این انواع میپردازیم:
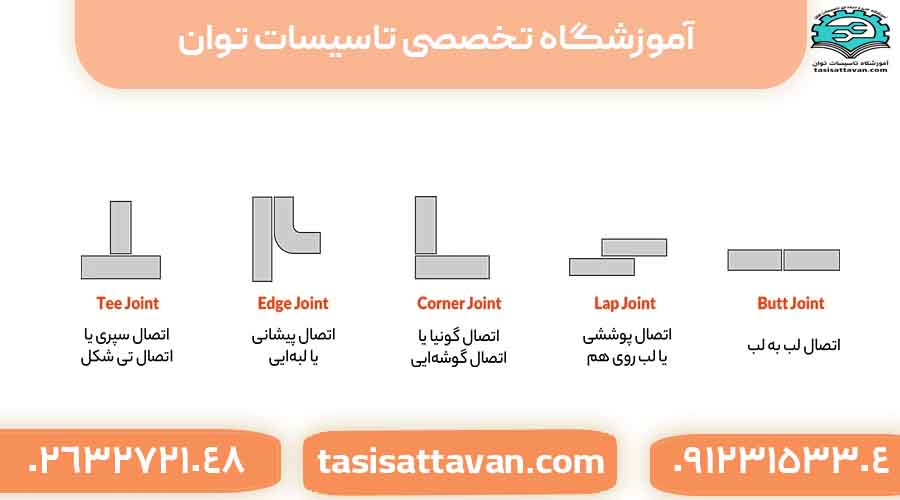
انواع جوشکاری و نحوه قرارگیری قطعات نسبت به یکدیگر، بر اساس نوع جوش طبقهبندی میشوند. انواع وضعیت جوشکاری چیست؟ پنج نوع از پخ های جوشکاری که در سازههای فولادی بسیار رایج و مورد توجه هستند عبارتند از:
- لب به لب: این نوع اتصال به صورت قرارگیری دو قطعه به طور مستقیم و همسطح انجام میشود.
- روی هم: در این اتصال، یک قطعه به صورت همپوشانی روی قطعه دیگر قرار میگیرد.
- گونیا یا گوشه: در این حالت، دو قطعه به صورت عمود بر هم قرار میگیرند و جوشکاری در زاویهی داخلی انجام میشود.
- پیشانی: این اتصال شامل جوش دادن لبهی یک قطعه به سطح قطعه دیگر است.
- سپری: در این نوع اتصال، یک قطعه به صورت عمودی به وسط قطعه دیگر جوش داده میشود، شبیه به شکل حرف T انگلیسی
انواع جوشکاری
روشهای جوشکاری ذوبی
- روش لحیم کاری سخت (Braze Welding)
- روش جوشکاری قوس الکتریکی (Arc Welding)
- جوشکاری قوسی با الکترود روکشدار (SMAW)
- جوشکاری قوسی زیر پودری (SAW)
- جوشکاری قوسی توپودری (FCAW)
- جوشکاری قوسی کربنی (CAW)
- جوشکاری قوسی با الکترود تنگستنی با محافظت گاز خنثی (GTAW/TIG)
- جوشکاری قوسی با الکترود فلزی تحت پوشش گاز محافظ (GMAW / MIG – MAG)
- جوشکاری قوسی پلاسما (PAW)
- جوشکاری ذوبی اُکسی گاز یا جوش استیلن (OFW)
- جوشکاری ذوبی با پرتوی لیزر (LBW)
- جوشکاری ذوبی با پرتوی الکترونی (EBW)
روشهای جوشکاری غیر ذوبی
- جوشکاری مقاومتی (RW-ERW)
- روش جوشکاری فورج (Forge Welding)
جوش شیاری چیست؟
- جوش شیاری با نفوذ کامل بهطور گسترده برای انتقال کامل نیروی اعضای سازهای در ساخت اسکلتهای فلزی استفاده میشود. این نوع اتصال بهگونهای طراحی شده است که نیروی فشاری یا کششی را بهطور کامل بین اعضای متصل انتقال دهد. نمونه بارز این کاربرد، اتصال بال تیرآهن به بال ستون است، که از جوشهای شیاری با نفوذ کامل برای انتقال کل نیرو به ستون بهره میگیرد.
- در مواردی که انتقال کامل نیرو ضروری نباشد، میتوان از جوش شیاری با نفوذ ناقص استفاده کرد. اجرای این نوع جوش نیازمند دقت بسیار بالا در فرآیند جفت و جور کردن اعضا، آمادهسازی و پخ زدن لبههای اتصال است تا اتصال نهایی بتواند تمامی نیروها را بهطور یکنواخت و ایمن منتقل کند.
- برای دستیابی به نفوذ کامل در جوش شیاری، لبههای کار باید با دقت آماده شوند. این آمادهسازی معمولاً شامل استفاده از درزهای ساده یا جناغی است تا اطمینان حاصل شود که جوش بهطور کامل در اتصال نفوذ کرده و یکپارچگی و استحکام اتصال حفظ شده است. این فرآیند دقیق تضمین میکند که تمام قدرت ورقها بهصورت یکنواخت و بدون نقص در سراسر درز جوش انتقال یابد.

عیوب جوش
برخی از عیوب متداول در جوشکاری شامل عدم ذوب شدن (Lack of Fusion-LOF)، عدم نفوذ کامل سیم جوش (Lack of Penetration-LOP)، تخلخل (Porosity)، بریدگی (Undercut)، وجود ناخالصیهای حبس شده (Slag Inclusion)،
سر رفتن جوش روی فلز اصلی (Overlap)، گرده جوش اضافی (Excess Weld)، لکه قوس (Arc Strike)، ترکها (Cracks)، پر نشدن شیارها (Under Fill) و جرقه و پاشش (Spatter) هستند.
در صنعت ساختمان و ساختوساز، برخورد با این عیوب میتواند به تخریب سازهها و حوادث ناگوار منجر شود؛ بنابراین، تشخیص و رفع بهموقع این مشکلات برای تضمین استحکام و ایمنی سازهها ضروری است.
جوشکاری 2g
در جوشکاری افقی، محور جوش تقریباً به صورت افقی قرار دارد و معمولاً یکی از فلزات به صورت عمودی و فلز دیگر به صورت افقی به یکدیگر متصل میشوند. ایجاد خال جوش در این شرایط بسیار مهم است، زیرا نگهداشتن دو فلز به طور همزمان در موقعیتهای عمودی و افقی چالشبرانگیز است.
با استفاده از چند خال جوش میتوان به راحتی این دو فلز را در وضعیت افقی به یکدیگر متصل کرد. جوشکاری در موقعیت افقی نسبت به سایر وضعیتها نیازمند تمرین و مهارت بیشتری است تا از دقت و استحکام لازم برخوردار باشد.

طراحی جوش به چه صورت است؟
- طراحی جوش، به عنوان یک فرآیند اساسی در صنعت جوشکاری، از مراحل چندگانهای تشکیل شده که نیازمند مفاهیم و تکنیکهای تخصصی است.
- این مراحل شامل تحلیل دقیق نیازمندیها و شرایط کاری، انتخاب مواد با در نظر گرفتن خواص مکانیکی و شیمیایی، انتخاب مناسبترین روش و نوع جوشکاری، طراحی دقیق اتصالات جوش، انجام محاسبات برای تضمین استحکام و پایداری جوش، تعیین پارامترهای اجرایی، تهیه دستورالعملهای جوشکاری و اجرای تستهای کنترل کیفیت می شوند.
- در این فرآیند، ملاحظات تخصصی از جمله پایداری و استحکام سازه، اطمینان از تطابق با استانداردها و مقررات و کنترل دقیق تغییرات حرارتی مورد توجه قرار میگیرند. این توجه دقیق و تخصصی از اهمیت بسزایی برخوردار است زیرا کیفیت و ایمنی جوشهای تولید شده میتواند تأثیر مستقیمی بر کارایی و پایداری سازهها داشته باشد.
نتیجه گیری
همانطور که مطالعه کردید در متن بالا در مورد انواع پخ های جوشکاری، طراحی جوش، جوشکاری 2g، عیوب جوشکاری، جوش شیاری و… اطلاعات مفیدی در اختیارتان قرار دادیم. اگر می خواهید به صورت حرفه ای آموزش ببینید ما به شما آموزشگاه تاسیسات توان را پیشنهاد می کنیم.
این مجموعه سال ها در زمینه آموزش جوش لوله گاز و دیگر مشاغل فنی فعالیت کرده و در پایان آموزش مدرک معتبر نیز ارائه می دهد. جهت دریافت اطلاعات بیشتر در مورد کلاس ها با شماره های ۰۹۱۲۳۱۵۳۳۰۴ – ۰۲۶۳۲۷۲۱۰۴۸ تماس بگیرید.